Toolmaking is one of the most critical and expensive items on the manufacturing to-do list. And because your tool is the basis of your part or product, every decision you make about how your tool is made is, by default, a decision about the quality of your product.
Anything that significant is worth understanding in detail, but how much do you know about the toolmaking process?

TOOL DESIGN
The process begins with a great design. And this is where partnering with a contract manufacturer that offers design services can make a huge difference. The earlier you can get a professional engineer to perform a design for manufacturing analysis (DFMA) on your design, the better. You definitely don’t want to start cutting tools before DFMA. Any mistake can cost you thousands of dollars to repair.
CATEGORY
The category of the tool is determined by the projected production quantity. After you’ve figured out how long you expect the product to live, you’ll work backwards to determine the product tool category. There are three quantity-driven categories:
- Low-volume (prototype) – up to 5,000 or 10,000 parts*
- Medium-volume – up to 100,000 or 150,000 parts
- High-volume – up to 1 million parts
*Quantities will vary depending on part, material, fabrication, maintenance, etc.
HARD OR SOFT
The next question you’ll ask is whether you’ll create a hard tool or a soft tool. This will be determined by the production quantity (above) and the product material.
Soft Tooling
- The standard material for soft tooling is rubber or RTV (room temperature vulcanization).
- They cost less but have a shorter lifespan and limited features (for example, you might have to sacrifice porosity.) The biggest benefit of soft tooling is low capital investment.
- Using soft tools for small production runs (between 50 and 1,000) keeps investment low and results in much shorter ramp up times.
- This is a bridge to the next stage of volume production which is hard tooling.
Hard Tooling
Hard tools are made of long-lasting materials like steel. If well-maintained, tools can manufacture up to 100,000 shots for metals or up to 500,000 shots or more for plastics. Hard tools should be used for:
- larger production runs
- parts with complex geometries
- higher-temperature materials
Steel is expensive, but aluminum provides a less expensive, although a less sturdy alternative, for small production runs.
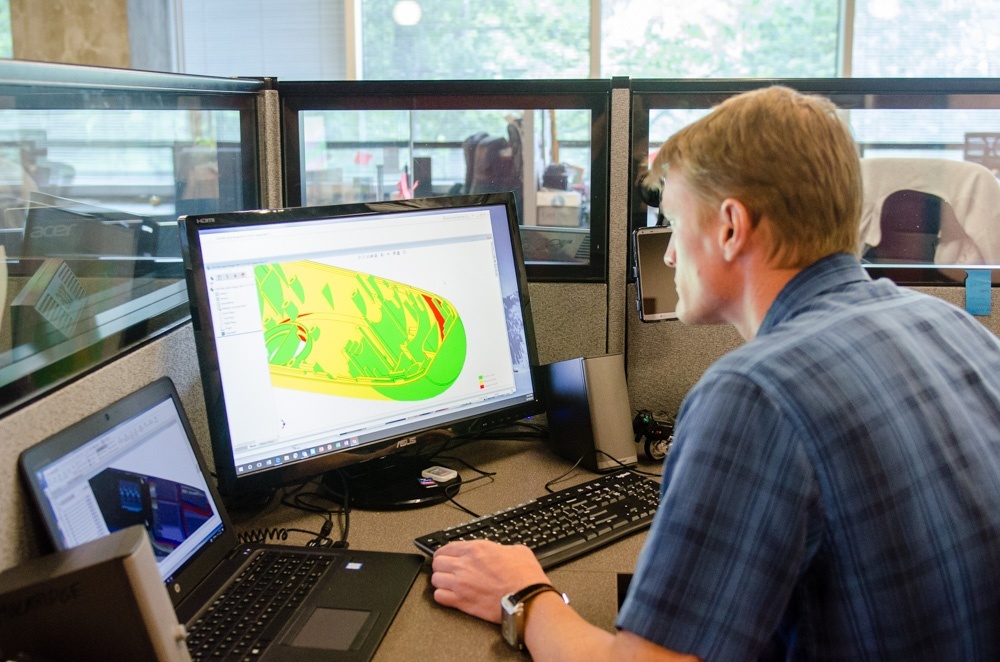
PERFORMANCE ASSESSMENT WITH MOLD FLOW ANALYSIS (FOR PLASTICS)
Toolmakers now have software that allows them to precisely check their work. Using Mold Flow Analysis software, the toolmaker can measure the pressure, temperature, time and flow of a plastic injected tool. The software model reveals potential defects, both functional and cosmetic, and analyzes flow and fill rates, laying out the best spots for gates and ejector pins. Working with a contract manufacturer that uses mold flow analysis software will certainly result in a better-designed, longer-lasting tool.
BENEFITS OF DFM
The purpose of Design for Manufacturing (DFM) is to design the part so that it’s simpler to manufacture at a lower cost. Applying Design for Manufacturing principles to your tooling design ensures a end product. Engaging an engineer who knows to look for overly tight tolerances, for example, can save your money on tooling costs. Engineers look for ways to minimize the numbers of parts or ways to reduce the amount of handling a product goes through on the line. The earlier this takes place the easier it is to implement the changes.
CHOOSING THE TOOL MATERIAL
Tool material has a major effect on how well it performs and how long it lasts. The material a tool is made from is based on the tool’s:
- geometry (which direction is it pulling)
- raw material of the product
- number of shots required
Obviously, you want to make a tool as hard as possible. Poor quality materials can't hold up under the constant ebb and flow of thermal changes. If you invest in quality tool material, you could easily double its lifespan.
There are circumstances when tools need to be built of even tougher material. For example, high-grade alloy steel is used to build multi-axis tools which feature complex, multiple slides that continually move. Another example are tools that make products with abrasive materials, like glass fibers or acetal used to enhance strength or rigidity. Often, the tool will have a soft metal wear plate attached to the tool wherever a core slides in and out so that the plate erodes rather than the tool.
Coatings, like nickel plating, can also help extend the life of a tool though it’s generally better to select the proper material rather than relying on a coating.
Finally, pay attention to the thermal properties of all materials used in a tool. All materials shrink and expand at different rates when heated and cooled. This can create gaps in a tool.
.jpg?width=1000&name=EWI_untoned_preselect-1278%20(36).jpg)
PEG DESIGN + TOOL FABRICATION
Before your tool is cut, you’ll receive a PEG (parting line/ejector placement/gate location) design for review. LOOK AT THIS CAREFULLY!
This is your product and you should know where everything is laid out. If you have questions, ask. Your CM will ask for your approval on the PEG before the tool design is finalized and cut.
Note:
- Surfaces that are textured require appropriate amounts of draft to eject properly. A quick rule of thumb is 1 degree of draft for every 0.001 inch of texture depth. Without proper draft, the part will drag on ejection — creating unsightly marks on your part.
- Heavy texturing on the cavity side of the mold may induce the part to stick on the cavity making it impossible to eject (the part needs to stick onto the core side of the mold to eject properly).
Now that the design is finished, the toolmaking trying begins. Heat treatment is applied to harden the tool. You’ll receive a certificate verifying the heat treatment and then the tool is shipped to the manufacturer’s location.
TOOL MAINTENANCE
Regular preventive maintenance is the best way to ensure a long life of excellent tool performance. A regular maintenance schedule should include:
- Cleaning the tool after a specified period of significant use (TBD by supplier)
- For plastics: Clean with fire, brushes, scraping tools
- For metals: Clean with scouring process followed by polishing or lapping
- Inspecting the tool to track degradation
- Inspect at minimum increment of 10-20% of tool life, or after each significant use
- A tool maintenance expert should conduct these inspections
- Report findings
- Detailed report should be written after each inspection and at end of tool's life
- Keep a log throughout the tool's life to determine weak spots
Pro tip: If you have concerns about tool maintenance, ask your CM if the supplier keeps a regular maintenance schedule or log book.
TOOL KILLERS
Even with regular maintenance, tools can wear out earlier than expected. The most common reasons for a tool to wear out early are:
Feature wear: The combination of high temperature and high pressure wears out the cavity core. Metal will slowly erode the features out of the tool and the geometry will grow out of spec.
Heat checking: Frequent changes in temperature cause the material’s surface to crack all over. Polishing provides a temporary solution, but the electrochemistry of the material actually changes. Eventually the tool must be re-fabricated.
REMEMBER!
- The way to make a quality product is to make a quality tool.
- Engage a product engineer to perform DFM on your tool design early in the process.
- The life expectancy of a tool depends on the material it's made of and how well it's maintained.
- Investing in a good quality tool material can potentially double the life of the tool.
- Supplier should have a preventive maintenance schedule for all tools.
Don't go it alone! Click on our download to learn more about the benefits of partnering with a contract manufacturer with in-house tooling!



.jpg?width=176&height=56&name=MR_associatedNetwork_logo%20(1).jpg)