Want to make a great product? Make a great tool! (If only it was that easy!)
Tooling is a crucial and expensive item on the manufacturing to-do list. Think about it this way: Each decision you make about the tool is a decision you’re making about your product. But how well do you understand the process of making a tool?
Let’s take a quick look at the process of toolmaking.
Tooling Design
Designing the tool is the most critical step in the tooling process. You want to get all the kinks out before any cutting begins because errors are expensive. This is where using a contract manufacturer (CM) offering Design for Manufacturing (DFM) services can really pay off.
First things first: Decide what category of tooling is required
This decision is driven by your anticipated production quantity. You’ll need to figure out the life expectancy of the product first, then work backwards to figure out the tool requirements that will support the product's needs. Your tool will fall into one of three quantity-driven categories:
- Low-volume (prototype) – up to 5,000 or 10,000 parts*
- Medium-volume– up to 100,000 or 150,000 parts
- High-volume – up to 1 million parts
*Quantities will vary depending on part, material, fabrication, maintenance, etc.
Hard tool or Soft Tool?
This is largely determined by two factors: production quantity and product material.
Soft Tooling
Urethane is the material of choice for soft tools. They cost less, but have a shorter lifespan and limited features (for example, you might have to sacrifice porosity.) Examples of soft tool processes include:
- Sandcasting
- Thermoforming
- Soft injection molding
Using soft tools for small production runs (1,000 to 10,000 parts) can keep your investment low and result in a shorter ramp-up time.
Hard Tooling
Hard tools are made of long-lasting materials like steel. If well-maintained, high-density injection molding tools could produce up to 100,000 shots for metals or up to 500,000 shots for plastics. Hard tools should be used for:
- larger production runs
- parts with complex geometries
- high-temperature materials
For smaller production runs, and budgets, aluminum is a less expensive — but much less durable — alternative to steel.
Mold Flow Analysis (for Plastics)
Before a design is finalized the toolmaker makes sure the tool performs as expected.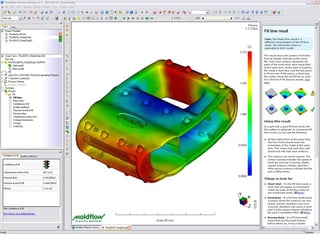 Mold flow analysis software measures pressure and flow, revealing potential defects, functional and cosmetic, in the final product, including weak spots and stresses. The software also analyzes flow and fill rates, identifying the best position for gates and ejection pins. Working with a CM with Mold Flow Analysis capabilities will result in a better designed and longer lasting tool.
Mold flow analysis software measures pressure and flow, revealing potential defects, functional and cosmetic, in the final product, including weak spots and stresses. The software also analyzes flow and fill rates, identifying the best position for gates and ejection pins. Working with a CM with Mold Flow Analysis capabilities will result in a better designed and longer lasting tool.
Benefits of Design for Manufacturing (DFM)
The purpose of Design for Manufacturing (DFM) is to design the part so that it’s easy to manufacture. Working with a CM that provides DFM services will ensure your part isn’t overdesigned and is manufacturable.
Open communication with your CM and a clear understanding of your product’s life expectancy, usage and appropriate materials is essential. Here’s the thing: You could make your product without the DFM process, but why would you? Without any design analysis or optimization, you may very well end up with a non-compliant, cosmetically disappointing product. Why take that risk?
Choosing Tool Material
Tool material has a significant impact on performance and life expectancy. Material is determined based on the tool's
- geometry
- product raw material
- number of shots required
The goal is to make a tool as hard and as consistent as possible based on thermal conductivity requirements. For instance, very high-quality materials can withstand the ebb and flow of thermal changes, whereas poor quality materials will crack.
Pro tip: Invest in good quality tool material and you could double the life of the tool.
When You Need a Stronger Material
- Multi-axis tools:These highly-complex tools must be extremely durable to tolerate the continuous motion of multiple slides. Using a high-grade alloy tool steel is recommended.
- Products made with abrasive materials: Abrasive raw materials (such as those with glass fibers or acetal) are used to enhance strength or rigidity. Such material requires a strong tool that will not erode quickly. It’s possible to affix a soft metal wear plate to the tool wherever a core slides in and out. This way the plate erodes (rather than the tool itself) and can be replaced when necessary, ultimately extending the life of the tool.
Coating Options
Sometimes coatings like nickel plating are used to help prolong the life of a tool. While coatings can be helpful, it’s always better to start off with the right tool material rather than depending on coatings, which will wear off over time.
Warning: Using materials with drastically different thermal properties is a bad idea since they will shrink and expand at different rates, creating gaps in the tool.
PEG Design + Tool Fabrication
Your contract manufacturer will send you a PEG (parting line/ejector placement/gate location) design for review before the tool is cut. Carefully review the PEG to understand where these features are located and how the design will affect your final product, both aesthetically and functionally. Your CM should ask for your approval on the PEG before the tool design is finalized and fabricated.
Once the design is completed, the toolmaker begins fabrication. A third party is often enlisted to apply a heat treatment to harden the tool. A heat treatment certificate should be provided and verified. The tool is then shipped to the manufacturer's location.

Tool Maintenance
Regular preventive maintenance is the best way to ensure a long life of excellent tool performance. A regular maintenance schedule should include:
- Cleaning the tool after a specified period of significant use (TBD by supplier)
- For plastics: Clean with fire, brushes, scraping tools
- For metals: Clean with scouring process followed by polishing or lapping
- Inspecting the tool to track degradation
- Inspect at minimum increment of 10-20% of tool life, or after each significant use
- A tool maintenance expert should conduct these inspections
- Report findings
- Detailed report should be written after each inspection and at end of tool's life
- Keep a log throughout the tool's life to determine weak spots
Pro tip: If you have concerns about tool maintenance, ask your CM if the supplier keeps a regular maintenance schedule or log book.
Tool Killers
Even with regular maintenance, tools can wear out earlier than expected. The most common reasons for a tool to wear out early are:
- Feature wear: The combination of high temperature and high pressure wears out the cavity core. Metal will slowly erode the features out of the tool and the geometry will grow out of spec.
- Heat checking: Frequent changes in temperature cause the material’s surface to crack all over. Polishing provides a temporary solution, but the electrochemistry of the material actually changes. Eventually the tool must be re-fabricated.
REMEMBER
- A tool must be in spec to make a product that is in spec.
- Every decision you make about your tool, you're making about your product.
- Tool life expectancy depends largely on material and maintenance.
- Investing in a good quality tool material can potentially double the life of the tool.
- Supplier should have a preventive maintenance schedule for all tools.
Learn more about designing quality tools:
- Mold Flow Analysis Can Save Your Plastic Injection Mold Design
- How Small Design Changes Can Affect Product Pricing
- The Value of Tolerance: How Increasing Design Tolerance Can Cut Costs



.jpg?width=176&height=56&name=MR_associatedNetwork_logo%20(1).jpg)