If you were going to make a cake, you would certainly want to start with a recipe. The recipe provides instruction on what ingredients to use, and in what quantities. In addition, a good recipe will provide instruction on how to prepare the ingredients – the order to mix them in, special instructions such as freezing or thawing ahead of time, oven settings and cook time. Without an accurate recipe, the cake is probably doomed to failure.
.jpg?width=1000&name=EWI_untoned_preselect-1278%20(232).jpg)
Intent of BOMs (Bill of Material)
Recipes are also required in the development and commercialization of a product. The ingredients necessary to manufacture a product are called the Bill of Materials, or BOM. A simple BOM has several attributes to it – part number, component description, quantity, unit of measure – at a minimum. More complex BOMs should utilize other product attributes, many of which are listed below.
An accurate BOM is critical to successful production, as the entire organization from sourcing to engineering to production consume the data that is in the BOM. Incorrect BOMs lead to confusion, reduced productivity, increased costs, and higher levels of stress across the organization. This is especially true as supply chains become more complex, due to globalization and initiatives to make design and manufacturing more disparate and less vertically integrated.
The “oven settings” for a product – how the ingredients are processed and how they route through the different areas of a factory – are typically covered in other documents such as routings and work instructions. Routings consist of the operation sequence, work center, and runtime of each sequence – how the materials orbit through the plant to the different lines and machines. Work instructions tell a particular operator/machine what the inputs and outputs of that station are.
BOMs can also be used to control variants. Laptops, for example, may have several versions that are very close to one another. The only difference from one to the other may be something simple – such as a larger chip, more RAM, or a different color case. The BOM helps control these variations. This is especially important for the use of configurable (or config-to-order) products, as it allows the cost and lead times to be held down by reusing the same components.
Attributes of a BOM
- Level (see below)
- Part number
- Purchased or manufactured
- Phase (i.e. design, approved, to be approved, in production, obsoleted, service only)
- Description
- Quantity
- UOM (unit of measure) - including bulk items such as glue and wires which are "as required"
- Reference designators - use din PCBAs for component identification
- Routing (how it is routed through a factory)
- Variant (which version of the product includes these components
- Cost
- Supplier
- BOM revision and date
Leveling a BOM
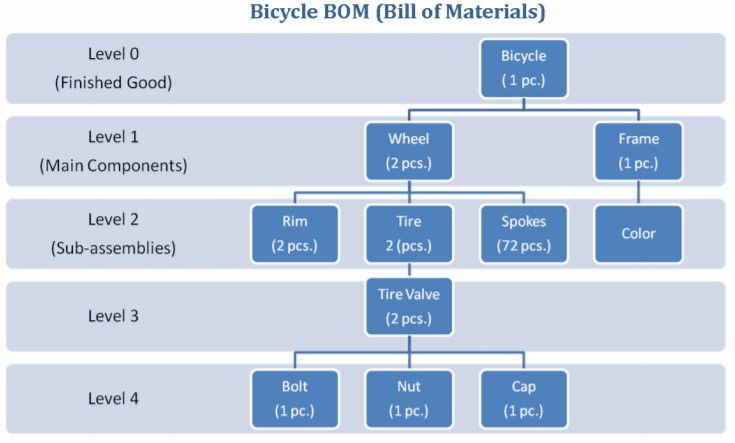
BOMs will typically be indented, or “leveled,” to control the finished product at several levels. These hierarchical types of products utilize what’s called a Multi-level BOM. Multi-level BOMs are necessary to help segment the BOM into subassemblies that are assembled together, move together, or purchased as a unit. Flat BOMs that have only one level are called a Single-level BOM.
Below is an example of an indented, multi-level BOM for a bicycle. This BOM illustrates that several of the components are assemblies themselves (ie, the wheel) which can be further broken down to a lower level. BOMs should be constructed this way until they reach the part level. Once constructed, the data can be analyzed in many ways – including “flattening” a multi-level BOM to a single-level BOM - to capture similar parts in different levels. This flattening allows sourcing to aggregate similar components, facilitating economies-of-scale cost purchasing and lower overall costs.
Types of BOMs
Several different types of BOMs exist – as shown below:
- Engineering BOM (EBOM) – BOM based on product as-designed
- Manufactured BOM (MBOM) – BOM based on manufactured version of the product
- All the materials in the EBOM
- Packaging materials
- Support materials (solvents, tape, glues, staples, labels) not called out in EBOM
- Production BOM (PBOM) – BOM based on production requirements; this is the MRP version
-
- All materials in MBOM
- Lead Times
- Costs
- Routings (instructions on how the materials move through the plant)
- Work Instructions (instructions on what activity is happening at a particular station)
-
- Configuration BOM (CBOM) – this is for config-to-order products, such as a Dell computer
-
-
- Configurator with knowledge built in to allow product to be customized to the exact specifications required by the customer
-
-
- Service BOM (SBOM) – includes materials required to install or service a product in the field
Development of BOMs
Many organizations utilize 3D CAD systems such as Solidworks or Creo to develop products. One of the many advantages of using these systems is that the assembly file references the components that are used in the assembly. In doing so, the system by default captures much of the EBOM – provided the component exists and is assembled into the assembly file. This digital BOM is the key to an effective BOM management strategy.
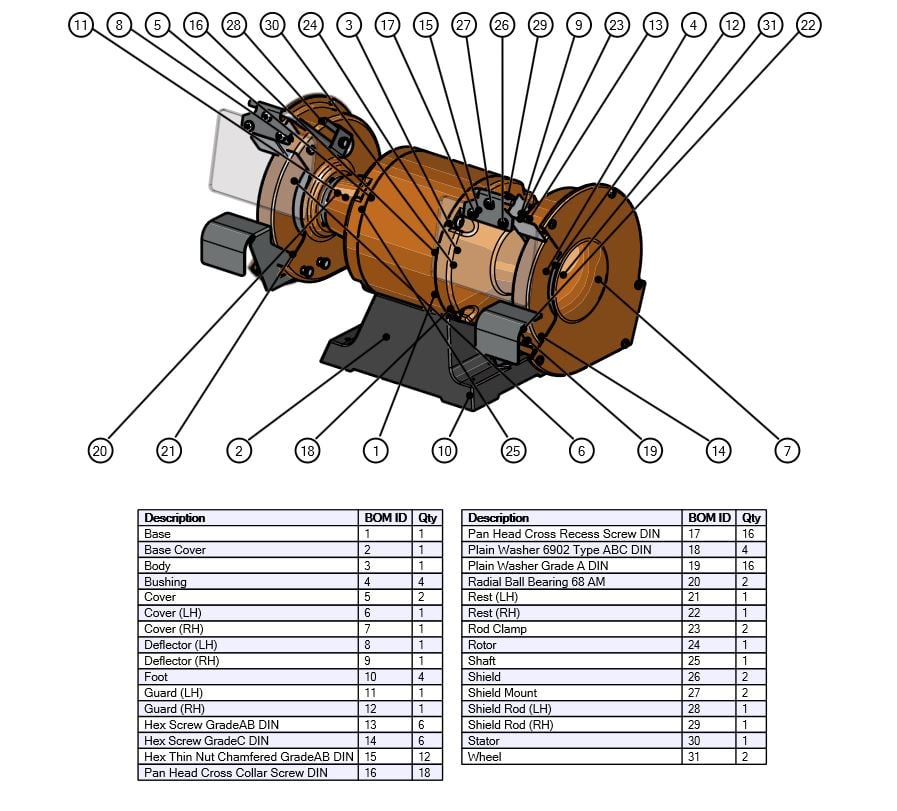
Source: solidworks blog
Some components – such as screws, washers, and bulk items such as glue and tape – are not always captured in the 3D CAD assembly file. For an accurate BOM, however, the CAD assembly is a great place to start. In addition, the BOM tables generated inside the assembly file can easily be exported to an ERP or MRP system, ensuring that the EBOM contribution to the MBOM is as accurate as engineering can provide. This ensures the BOMs are aligned with one another with a “single source of truth,” unidirectional approach.
Studies have shown 80% of the cost of a product are captured in the design phase. Exporting design data as BOM and aligning BOMs at this crucial phase is a strong way of enhancing BOM excellence.
Tips on Building Better BOMs
Below are some tips to build better BOMs and ensure your organization is working towards “BOM Excellence” and reducing the likelihood of BOM errors.
- Unidirectional BOMs – Using CAD to drive EBOM, and EBOM to drive MBOM ensures that the accountability at each level of the BOM resides with the contributor at that level. Each level only contributes what they are responsible for – and consumes the BOM from the previous contributor. Making production responsible for the number of custom engineering mounting brackets in the assembly is not right – that’s an engineering function and should be correct in the CAD (and every BOM downstream from CAD).
- Early Involvement of all consumers / stakeholders – allowing all stakeholders that will eventually consume the BOM data – sourcing/purchasing, supply chain, manufacturing engineering, production, service personnel, and suppliers – to have input early in the development process, will ensure that the BOMs delivered to downstream stakeholders address the needs of the organization and best leverage and deliver capabilities at the point that maximizes productivity.
- Robust Development Process – processes such as PPAP force the organization to address as many alternatives and potential failure modes early in design as possible. This increases the likelihood that when BOMs are released, they represent a product that meets and exceeds customers expectations. Companies with unrefined, immature, or no development process often end up “firefighting” at the end of a project, making frequent BOM changes and relying on heroics – thus subjecting the organization to increased costs in purchasing bad components or raw materials and schedule delays in order to find root cause and correct the issue. Make sure the processes surrounding the BOM are refined, and minimize data loss and manual data re-entry and/or conversion.
- Product Data Management Systems (PDM) – PDM systems allow contributors – especially ones that are working in different locations – to ensure they are working with the latest version of a file. Nothing aggravates engineers more than to work for weeks designing a product, only to find out they design around a previous version of an adjacent component. Even worse – tooling against an incorrect version of a file is impossible to explain to management and will almost certainly introduce market introduction delays. Consider a PDM system to make sure BOMs driven out of CAD systems are utilizing the latest dataset reposed in the database.
- Data Reuse – BOM that have high levels of detail facilitate reusing components that have already been used, and therefore, validated. Search functions inside systems allow users to search based on the BOM attributes, allowing the reuse of components and preventing the need to purchase similar components that need to be requalified. Organizations should spend some time reviewing the attributes in their BOMs and challenge them to ensure that they are capturing all the relevant parameters that the organization my want to search or specify based on. The best BOM is reusing one that already worked!
- Supply Chain Insight – a robust BOM system will allow easier insight into supply chain disruptions such as pandemics, supplier component obsolescence, alternative review, and realignment of supply chain due to other macroeconomic factors such as tariff levying and quarantines. Engineers can quickly determine if alternates can be used across all products utilizing the component in question, validate an option, and update BOMs quickly. Ensure that the BOM system captures data in a way that the supply chain organization can review and implement flexibility techniques to minimize risk to the supply chain.



.jpg?width=176&height=56&name=MR_associatedNetwork_logo%20(1).jpg)